 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introduktion til rørekstruderingsproces, udstyr, kvalitetsfejl osv.
Ningbo Fangli Technology Co., Ltd.er enproducent af mekanisk udstyrmed over 30 års erfaring medplastrør ekstruderingsudstyr,ny miljøbeskyttelse og nyt materialeudstyr.Siden etableringen er Fangli blevet udviklet baseret på brugernes krav. Gennem kontinuerlig forbedring, uafhængig forskning og udvikling af kerneteknologien og fordøjelse og absorption af avanceret teknologi og andre midler, har vi udvikletPVC rør ekstruderingslinje,PP-R rørekstruderingslinje, PE vandforsyning / gasrør ekstruderingslinje, som blev anbefalet af det kinesiske byggeministerium til at erstatte importerede produkter. Vi har fået titlen "Førsteklasses mærke i Zhejiang-provinsen".
I. Procesflow
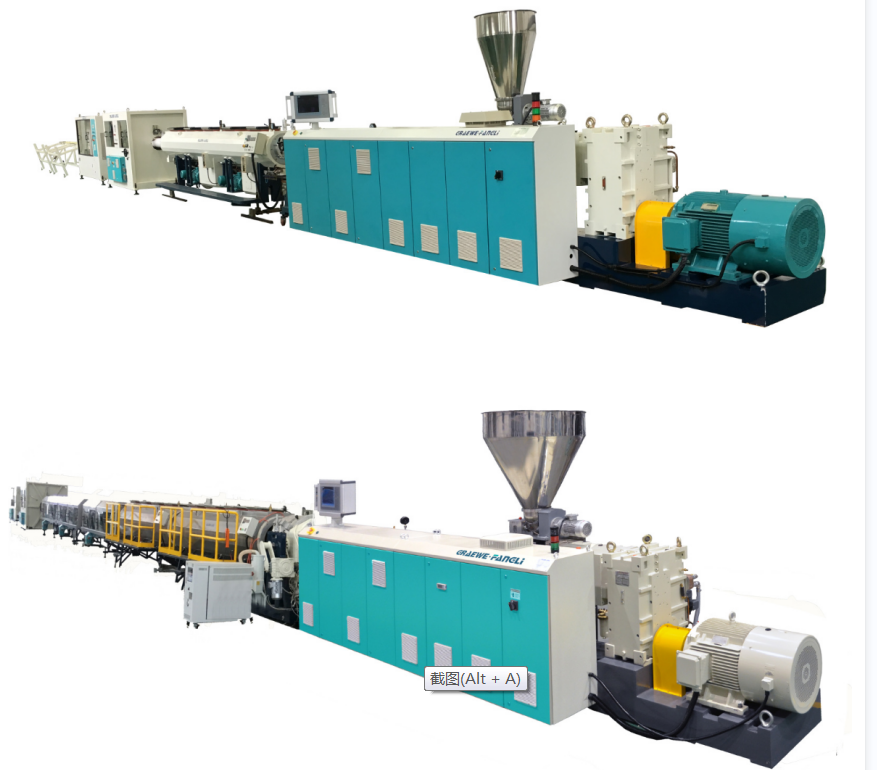
I øjeblikket er PVC- og PO-rør de højeste volumenprodukter både indenlandsk og internationalt.Figur 1viser produktionsprocess flowdiagram for polyolefin (PO) rør. Plast føres ind i den ringformede spalteform (2) ved hjælp af skruen som en ensartet blødgjort smelte, der ekstruderer en rørform. Denne kommer straks ind i kalibreringsenheden (3) til afkøling og dimensionering, og gennemgår derefter yderligere tilstrækkelig afkøling i køletanken (4). Røret trækkes ud med konstant hastighed af den justerbareafhentningsenhed(6), og til sidst skæres til specificerede længder af fræseren (7). Tyndvæggede rør med diametre under 160 mm kan vikles til ruller af oprulleren (9).

Figur 1 Skematisk diagram af PO-rørproduktionsprocesflow
1---Ekstruder; 2---Rørdyse; 3---Kalibreringshylster;
4---Vakuum kalibrering køling; 5---Køletank;
6---Aftræksenhed; 7---Kutter;
8 --- Printer; 9---Coiler
II. Proces og udstyr
Til PO-rørproduktion, enhøjeffektiv enkeltskruet ekstruderskal vælges. Tilførselszonen anvender en aksialt rillet cylinder. Forholdet mellem skruelængde og diameter (L/D) er 30–33:1. Skruestrukturen er et to-trins design med varierende dybde og stigning: stigningen i fødesektionen er mindre end skruediameteren, mens stigningen i smelte- og homogeniseringssektionerne er større end skruediameteren. For at forbedre blandeeffektiviteten er nogle skruer udstyret med yderligere blandehovedelementer. Denne type enkeltskrue ekstruder tilbyder relativt høj ydelse og god plastificering. For eksempel kan en enkeltskruet ekstruder med en 90 mm skruediameter opnå en ydelse på over 600 kg/t. Desuden anvender produktionen af PO-rør fyldt med calciumcarbonat, bariumsulfat, træmel eller glasfibre typisk co-roterende dobbeltskrue ekstrudere.
Produktionen af PVC-rør svarer grundlæggende til produktionen af PO-rør. Almindeligvis anvendte er modroterende koniske ellerparallelle dobbeltskrue ekstrudere, hvilket muliggør direkte ekstrudering af tørblandingspulver. Deres ydelse spænder fra 10 kg/t for rør med lille diameter til 1100 kg/t for rør med stor diameter. Skruens L/D-forhold er steget fra tidligere 18:1 til 25:1. For eksempel, endobbeltskruet ekstrudermed en skruediameter på 90 mm kan opnå en ydelse på over 300 kg/t.
Som det kan ses af figur 1, består rørekstruderingsudstyret nedstrøms hovedsageligt af kølevandstanken,afhentningsenhed, kutter, coiler, eller dumpebord.
Når røret forlader kalibrerings- og køleenheden, er det ikke helt afkølet til stuetemperatur. Hvis den ikke afkøles yderligere, kan temperaturgradienten, der eksisterer i rørvæggens radiale retning, få det allerede hærdede ydre lag til at blive blødt igen på grund af temperaturstigning, hvilket fører til deformation. På den anden side skal røret også modstå belastninger fra træk-, skære- og opviklingsudstyret. Derfor skal restvarme fjernes, hvilket afkøler røret til stuetemperatur. Afkølingsmetoder omfatter vandbad og spraykøling. I en vandbadskøletank skal vandstanden sænke røret fuldstændigt. Tanken er opdelt i flere sektioner. Kølevandsindløbet er indstillet til den sidste sektion, hvilket får vandstrømningsretningen til at være modsat rørekstruderingsretningen, hvilket skaber en køletemperaturgradient. Dette resulterer i mere gradvis rørkøling og lavere indre spændinger. Afstanden mellem kølevandsbeholderen og kalibrerings-/køleenheden bør ikke overstige en tiendedel af den samlede kølelængde; ellers kan temperaturforskellen mellem rørets ydervæg og kølevandet stige for meget. Selvom vandbadsmetoden er enkel, kan temperaturforskelle mellem øvre og nedre vandlag i tanken forårsage ujævn afkøling og bøjning af røret. Derudover kan opdriftskræfter, der virker på røret, let forårsage deformation, hvilket gør denne metode særligt uegnet til afkøling af rør med stor diameter.
Funktionen afrøraftræksenheder at give en vis aftrækshastighed og kraft til det allerede dimensionerede og afkølede rør, overvinde friktionskraften, der genereres af dimensioneringsanordningen på røret, og derved trække røret ud med en konstant hastighed til vikle- eller dumpebordet. Aftræksenheden er en af de vigtigste dele af downstream-udstyr til rørproduktion og skal opfylde følgende krav.
(1)Denafhentninghastigheden skal være i stand til trinløs og jævn justering, hvilket sikrer konstant hastighedsudtagning. Ustabil aftrækshastighed vil få rørdiameteren til at svinge. Afhalingshastigheden skal være tæt koordineret med ekstruderingshastigheden. Rørvægtykkelsen justeres ved at regulere aftrækshastigheden: langsommere aftrækshastighed resulterer i tykkere vægge, hurtigere hastighed resulterer i tyndere vægge. Valg af den korrekte afleveringshastighed er en effektiv metode til at sikre produktets dimensionelle overensstemmelse. Moderne design kan opnå maksimale transporthastigheder op til 30 m/min.
(2)En konstantafhentningkraft skal opretholdes, uden noget push-pull fænomen, ellers kan det forårsage overfladebølgedefekter på røret. Der kræves også tilstrækkelig trækkraft. Den nødvendige aftrækskraft øges med kontaktarealet og dimensioneringen af det radiale tryk. For små og mellemstore rør er aftrækskraften generelt 100–600 N; for rør med stor diameter er det generelt 800-10.000 N.
(3) Klemkraften afafhentningsenhedGriberen skal være justerbar og i stand til at gribe rør med forskellige diametre uden at forårsage overfladeskade eller deformation. I øjeblikket anvendes gribere af larvetypen i vid udstrækning. Disse består af 2 til 12 spor jævnt arrangeret rundt om røret. Sporene er indstøbt med et vist antal gummi/plastik spændeblokke, for det meste konkave eller vinklede for at øge arealet, der udøver radialt tryk på røret. Justering af klemkraften opnås via pneumatiske, hydrauliske eller blyskrue-møtrik-mekanismer. Antallet af spor stiger med rørdiameteren.
Efter at røret er trukket af til en vis længde, skal det skæres til i længden. Fræsere findes i forskellige typer, udvalgt ud fra rørdiameter og vægtykkelse, materialetype, snitlængde, snitkvalitet, snitform osv. Automatiske skæremaskiner af guillotinetypen og rundsave er velegnede til at skære små og mellemstore rør; planetautomatiske fræsere er velegnede til rør med stor diameter. Efter modtagelse af skærekommandoen griber fræseren røret med en klemme og bevæger sig i røraftræksretningen, mens skærehandlingen afsluttes. Efter skæring skubber en pneumatisk mekanisme den tilbage til nulstillingspositionen.
Coiler og dumpebord. Kun rør, der ikke deformeres under bøjning, vikles til spoler ved hjælp af en opruller, med automatisk skæring og aflæsning. Den lineære viklingshastighed er synkroniseret med ekstruderingshastigheden og kan justeres trinløst. Når ekstruderingshastigheden er mindre end 2 m/min, anvendes generelt en enkelt-station opruller; når ekstruderingshastigheden overstiger 2 m/min, bør der anvendes en dobbelt-station eller endda multi-station winder.
III. Nøglefaktorer til kontrol af rørdefekter
Efter rækkefølgen af procesflowet i figur 1 er de vigtigste relaterede faktorer til at eliminere kvalitetsfejl anført nedenfor.
(1)Fodersektion:Råmateriale formulering; form og størrelse af råvarer; farvemetode; tørringsmetode; blanding af genmalet/genanvendt materiale; typer og måling af additiver; kølekapaciteten af tragtens hals.
(2)Ekstruder: Skrue diameter; skrue L/D-forhold; skrue kompressionsforhold; skrue struktur type; skrue hastighed; udluftningsydelse; skrue temperaturkontrol; tønde opvarmning og afkøling kontrol; temperaturprofiler langs ekstruderzoner; ekstruderens drejningsmoment; strømforbrug; adapter; temperaturvalg og kontrol til skærmskifter; skærmpakketype og specifikation.
(3)Dø:Die gap; land længde; støber struktur type; flow kanal form; smeltefordeling; temperaturindstilling og kontrol; tryk på hovedet; vægtykkelseskontrol.
(4) Kalibrering & Køling:Kalibreringsmetode; kalibrator dimensioner; vakuumboks vakuumniveau eller internt trykkalibreringsrør lufttryk og længde; forsegling af kalibreringssystemet; kalibreringstid; kølevandsstrømningshastighed; kølevandstemperatur; kølemetode.
(5)Kølevandstank:Kølemetode; vandrør layout; kølevandsstrømningshastighed; køletankens længde; kølevandstemperatur; rørkølingseffektivitet.
(6)Aftræksenhed: Haul-off hastighed og kontrol; kalibrering af trækkraft; spændekraft og kontrol; antal spor og effektiv længde; overfladehårdhed og form af spændeblokke; aftrækskontaktflade.
(7) Kutter: Kutter type; savklingetandprofil og materiale; nulstillingsmekanisme; spånopsamling og støvfjernelse; støjkontrol; begrænse systemopsætning; fastspændingsmekanisme; drivsystem og kraft; automatisk skærehandlingssystem.
(8)Coiler & Dump Bord: Spændingskontrol; længde-cut kommando system; valg af oprulningsstation; snoede diameter; dump handling indikation; vikling lineær hastighed.
(9) Tillæg:Betingelser for automatiseret produktion:Måling af vægtykkelse; ydre diameter kontrol; vægtmåling og produktionsstatistik; gear smeltepumpe driftsstatus; matricecentreringssystem.
Hvis du har brug for mere information,Ningbo Fangli Technology Co., Ltd.byder dig velkommen til at kontakte for en detaljeret forespørgsel, vi vil give dig professionel teknisk vejledning eller forslag til indkøb af udstyr.
Send forespørgsel


X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik